Производство труб. Интересное производство
04 Июль 2015 в 19:11

Пишет фотоблоггер Виктор Борисов ака victorprofessor: ТОО «KSP Steel» — первый производитель стальных бесшовных труб в Казахстане. Общая площадь, на которой размещены производственные объекты предприятия, составляет около 133 га. Здесь трудятся более 7500 профессионально подготовленных специалистов. Предприятие работает с законченным циклом производства — от сырья до готовой продукции. Производственный комплекс завода включает сталеплавильный цех, трубопрокатное производство и линии чистовой обработки труб. Такая, интегрированная структура, поддерживаемая Системой менеджмента качества, позволяет максимально эффективно реализовать потенциал компании.
Основная деятельность завода связана с производством стальных бесшовных труб различного диаметра и назначения. Сегодня продукция компании с успехом используется при строительстве трубопроводов, на объектах нефтегазодобывающих и геологоразведочных компаний, машиностроительными и промышленными предприятиями Казахстана. Помимо поставок на внутренний рынок, она активно экспортируется в страны СНГ и государства дальнего зарубежья, в том числе США.
Проектная мощность завода составляет 270 тыс. тонн стальных бесшовных труб в год. Предприятие способно ежегодно производить до 50 тыс. тонн насосно-компрессорных (НКТ), 150 тыс. тонн обсадных, и 150 тыс. тонн нефтепроводных труб. Завод оснащен оборудованием Danieli, MAC, Cartacci, Tuboscope, Bronx, Colinet, PMC, Tiede, Sidermontaggi.
Завод располагает собственным сталеплавильным цехом, обеспечивающим литой заготовкой трубопрокатное производство. Это гарантирует стабильность производства и своевременное выполнение заказов потребителя, а также является ключевым фактором для достижения и сохранения постоянного уровня качества конечной продукции завода. Цех спроектирован для выпуска всех марок стали по стандартам API 5L, API 5CT, ASTM, а также ГОСТ.
Сталеплавильное производство включает две очереди общей производительностью 800 тыс. тонн в год. В их состав входит электросталеплавильное отделение, состоящее из двух 60-тонных электродуговых печей (ДСП-60), двух агрегатов печь-ковш по 60 т, оборудования вакуумной дегазации, а также двух трехручьевых установок непрерывной разливки стали (МНЛЗ).
А теперь перемещаемся на трубопрокатное производство. Процесс производства трубы происходит следующим образом: круглая литая заготовка поступает на линию горячей прокатки, на которой режется, нагревается, прошивается и прокатывается до получения трубы требуемой длины и толщины стенки.

1.

2. Сердцем трубопрокатного производства KSP Steel является технологический комплекс, спроектированный одним из ведущих мировых поставщиков оборудования для металлургической промышленности — компанией Danieli.

3. Вот это — заготовка непрерывнолитая круглая. Диаметр от 150 до 300 мм, длина 5-12 метров. Производится по ОСТ-14-21-77. Именно из этих заготовок делают стальные бесшовные трубы.
Линия горячей прокатки
Линия горячей прокатки предназначена для преобразования литой заготовки в полую с определенным диаметром и толщиной стенки. Диаметр получаемых на линии труб – в диапазоне от 2.3/8" (60,3 мм) до 13.5/8" (346,1 мм).

4. Сначала заготовку помещают в карусельную нагревательную печь, где она равномерно нагревается до температуры 1280 °C.

5. После этого конвейер перемещает раскаленную заголовку к комплексу прокатки, который состоит из нескольких этапов.

6. Сначала прошивной стан с валками конического типа прошивает сплошную заготовку в полую, образуя гильзу.

7. Затем непрерывный стан горячей прокатки труб на удерживаемой оправке с шестью клетями формирует при помощи оправки помещенной внутрь гильзы толщину стенки для будущей трубы.

8. После будущая труба попадает в печь для повторного нагрева, которая выравнивает температуру трубы на уровне 900 °C, что позволяет получить более однородную микроструктуру стали.

9. На следующем этапе труба попадает в редукционный стан, где прокатывается до конечного диаметра и толщины стенки.

10. Стан состоит из 24 трехвалковых клетей. Последние три клети имеют регулируемые валки для достижения, при одинаковом номинальном диаметре, диапазона допусков по внешнему диаметру для разных спецификаций.

11. Затем изготовленные трубы попадают на стол охлаждения. Далее они перемещаются на систему резки труб, где их разрезают на требуемую длину.
Вдоль всей линии горячей прокатки установлены системы контроля, основанные на лазерной технологии, предназначенные как для мониторинга оборудования, так и для измерения диаметра и толщины стенки прокатываемой и готовой трубы. В конце линии труба проходит технологический контроль на установке неразрушающего контроля.
Линии термообработки, контроля качества и чистовой обработки

12. Линия по высадке концов труб предназначена для труб с диаметром в диапазоне от 2.3/8" (60,3 мм) до 5.1/2" (139,7 мм).

13. Высадка выполняется, когда требуется усиление резьбовой части трубы в соответствии с ожидаемым динамическим напряжением во время ее эксплуатации.

14. Упрочнение осуществляется в горячем состоянии посредством высадки концов трубы для получения короткой части концов трубы с утолщением.

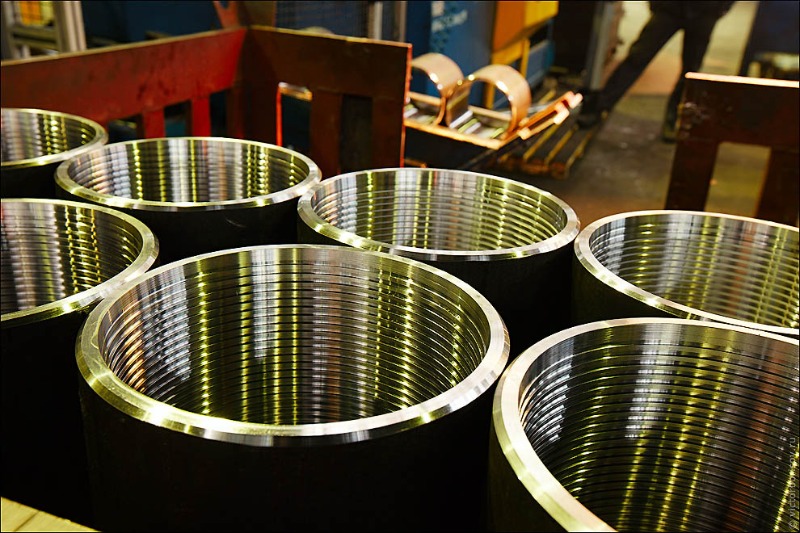
15. Линии по нарезке резьбы для НКТ (насосно-компрессорные трубы) и обсадных труб.

16. Здесь осуществляется нарезка резьбы на обоих концах трубы, а также навинчивание муфты на одном из них.
17. Распределение процессов чистовой обработки по линиям позволяет производственному циклу быть очень гибким, в соответствии со спецификациями на сам продукт и спецификациями на марку стали.
18. Линия ультразвукового контроля качества позволяет обнаружить продольные и поперечные дефекты на внутренней и внешней поверхности и внутри стенки трубы, а также другие возможные отклонения от допусков по толщине стенки, которые не были обнаружены при предыдущих операциях контроля.

19. Трехвалковая клеть для горячей прокатки.

20. После завершения всех необходимых операций трубы готовы к отгрузке.








